UNDERSTANDING AND MEASURING COMPRESSION RATIOS
 Since race pistons in domestic V8 engines move up and down in excess of 100 times per second, replacing them is a normal part of the racer’s routine.
Since race pistons in domestic V8 engines move up and down in excess of 100 times per second, replacing them is a normal part of the racer’s routine.
NHRA Top Fuel and Funny car teams replace them after every race pass and every second qualifying pass. Pro Stock teams replace them after every 40 passes approximately, and weekend warriors replace them every 12 to 18 months, sooner if their engines are nitrous-assisted. At piston replacement time questions of spec changes usually arise—especially the topic of compression ratios.
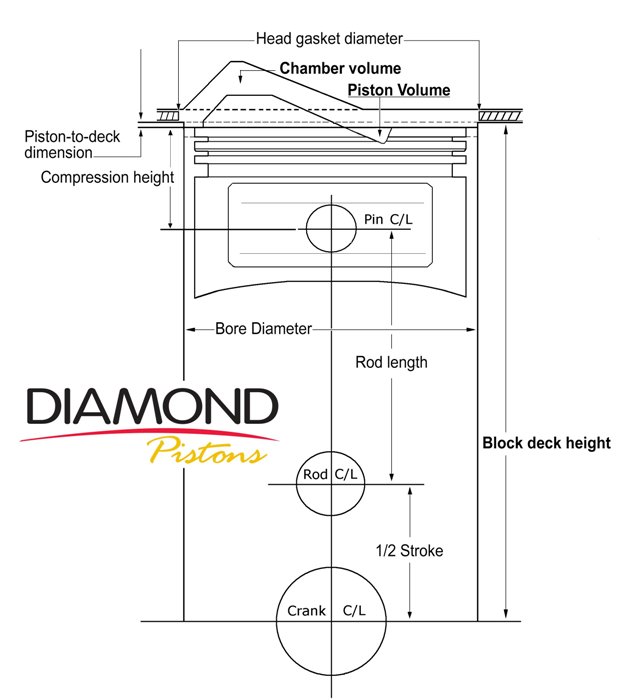
Diamond Piston’s Ron Beaubien explains, “An engine’s compression ratio is calculated by taking the total swept volume (with the piston at bottom dead center) and dividing it by the total compressed volume (with the piston at top dead center). For example, if the total swept volume of a 632cu in big-block Chevrolet is 1380.34cc (cubic centimeters) and the total compressed volume is 86.69cc the compression ratio would be stated as15.92:1.”
 Funny Car teams replace the pistons after every race pass and every second qualifying pass. Pro Stock teams replace them after every 40 passes approximately, and weekend warriors replace them every 12 to 18 months, sooner if their engines are nitrous-assisted. Frequently, piston changes lead to compression rate changes.Since race pistons in domestic V8 engines move up and down in excess of 100 times per second, replacing them is a normal part of the racer’s routine.
Funny Car teams replace the pistons after every race pass and every second qualifying pass. Pro Stock teams replace them after every 40 passes approximately, and weekend warriors replace them every 12 to 18 months, sooner if their engines are nitrous-assisted. Frequently, piston changes lead to compression rate changes.Since race pistons in domestic V8 engines move up and down in excess of 100 times per second, replacing them is a normal part of the racer’s routine.
NHRA Top Fuel and Funny car teams replace them after every race pass and every second qualifying pass. Pro Stock teams replace them after every 40 passes approximately, and weekend warriors replace them every 12 to 18 months, sooner if their engines are nitrous-assisted. At piston replacement time questions of spec changes usually arise—especially the topic of compression ratios.
Diamond Piston’s Ron Beaubien explains, “An engine’s compression ratio is calculated by taking the total swept volume (with the piston at bottom dead center) and dividing it by the total compressed volume (with the piston at top dead center). For example, if the total swept volume of a 632cu in big-block Chevrolet is 1380.34cc (cubic centimeters) and the total compressed volume is 86.69cc the compression ratio would be stated as15.92:1.”
To find the engine’s total swept area in cubic inches the following formula can be applied: 0.7854 x bore diameter x bore diameter x stroke length x the number of cylinders. To convert cubic inches to cubic centimeters multiply by 16.39. Using a burette is the best method of measuring the compressed volume (chamber volume plus piston volume).
Compression ratios are often influenced by rule book regulations. Also engine efficiency is a deciding element in their composition. Higher compression ratios are not always the ones best calculated to succeed. When you over-compress the cylinder you induce a ‘pumping loss’—it takes horsepower to squeeze the cylinder’s contents.
 The inability to measure the block height and the piston and chamber volumes are the two main impediments to achieving accurate compression ratios. The most accurate method for measuring piston and chamber volumes is to fill the spaces with a colored liquid administered through a calibrated burette.
The inability to measure the block height and the piston and chamber volumes are the two main impediments to achieving accurate compression ratios. The most accurate method for measuring piston and chamber volumes is to fill the spaces with a colored liquid administered through a calibrated burette.
 “If you make a change to the chamber or the piston and the engine requires less timing to make more power, the burn is more efficient,” Keith Wilson, Wilson Manifolds Keith Wilson of Wilson Manifolds, who for thirty years has distinguished himself with the leading racing teams in attaining better air-fuel distribution and cylinder filling, comments, “Efficient cylinder filling allows us to keep the piston crowns as flat as possible—we try not to shoot our fire over the hillock! “Also,” says the Fort Lauderdale induction specialist, “when you examine an intake port of an assembled motor with valves adjusted, cam degreed etc., and you observe the intake valve cracked open, it is imperative the mixture flows out and around the valve rapidly into the cylinder during those early moments of valve lift. The incoming air mixture must not be impeded by an awkward shape on the piston. Any encumbrance will harm the engine’s ability to produce power.”
“If you make a change to the chamber or the piston and the engine requires less timing to make more power, the burn is more efficient,” Keith Wilson, Wilson Manifolds Keith Wilson of Wilson Manifolds, who for thirty years has distinguished himself with the leading racing teams in attaining better air-fuel distribution and cylinder filling, comments, “Efficient cylinder filling allows us to keep the piston crowns as flat as possible—we try not to shoot our fire over the hillock! “Also,” says the Fort Lauderdale induction specialist, “when you examine an intake port of an assembled motor with valves adjusted, cam degreed etc., and you observe the intake valve cracked open, it is imperative the mixture flows out and around the valve rapidly into the cylinder during those early moments of valve lift. The incoming air mixture must not be impeded by an awkward shape on the piston. Any encumbrance will harm the engine’s ability to produce power.”
In addition, overly zealous ignition timing is not always recommended either. As Chuck Lawrence of Jon Kaase Racing Engines contends, “Earlier firing of the ignition causes the engine to work harder, as the piston is rising on its compression stroke it has to overcome the premature downward forces of the expanding gases.”
Calculating compression ratios accurately is important for at least three reasons. “First,” says Bob Fox, head of Diamond, “pistons are often requested with compression ratios higher than are physically possible to provide. Second, some sanctioning bodies stipulate strict limitations on compression ratios, and if they are not calculated precisely the racer could either squander power he could legitimately generate or unwittingly get caught cheating. Third, if the race engine is designed to meet strict specifications, including operating on a specific race fuel, having the compression ratio calculated properly is worth doing.”
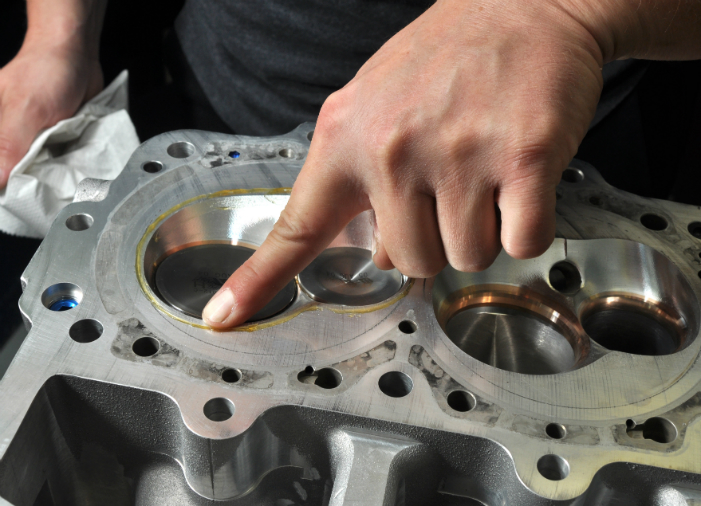
 To measure piston volume, first use a degree wheel to attain three objectives: set the piston (complete with rings and attached to the crankshaft with your longest rod) at top dead center; square the piston with the deck; and position the piston pin in the dead center of the cylinder.
To measure piston volume, first use a degree wheel to attain three objectives: set the piston (complete with rings and attached to the crankshaft with your longest rod) at top dead center; square the piston with the deck; and position the piston pin in the dead center of the cylinder. 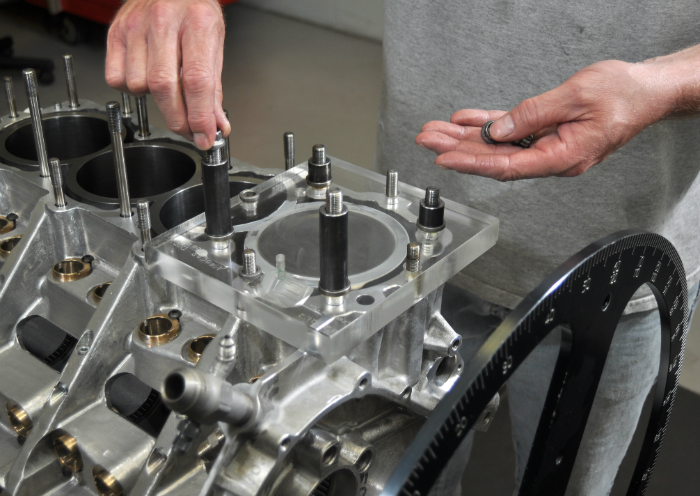 Apply a thin line of grease to seal the top edge of the piston to the cylinder, and place a thick acrylic plate over the cylinder. The plate requires a 1/4in or 3/8in diameter hole drilled where the cylinder meets the piston.
Apply a thin line of grease to seal the top edge of the piston to the cylinder, and place a thick acrylic plate over the cylinder. The plate requires a 1/4in or 3/8in diameter hole drilled where the cylinder meets the piston.
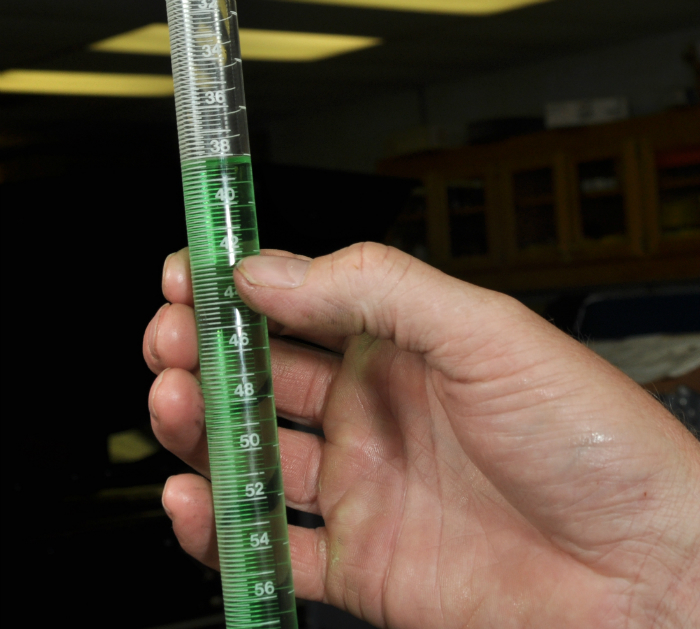 Fill a 100-milliliter (mL) burette graduated in cc’s with a colored liquid to the zero mark (Kaase uses mineral spirits, Ernie Elliott uses rubbing alcohol with a green tint). Then transfer the liquid to the piston cavity. Ernie Elliott’s acrylic piston plate has a 21.2cc recess on its inner surface.Yet when piston makers or suppliers request the information necessary to make their pistons to the correct specifications, invariably crucial data is omitted. Failure to complete the custom piston information form is usually the biggest difficulty they face. And why does this wearisome problem recur with such rapidity? It is hard to say, since it can lead to frustrating repercussions for the racer. However, it is known that the two chief problems pertain to block deck height and chamber volume.
Fill a 100-milliliter (mL) burette graduated in cc’s with a colored liquid to the zero mark (Kaase uses mineral spirits, Ernie Elliott uses rubbing alcohol with a green tint). Then transfer the liquid to the piston cavity. Ernie Elliott’s acrylic piston plate has a 21.2cc recess on its inner surface.Yet when piston makers or suppliers request the information necessary to make their pistons to the correct specifications, invariably crucial data is omitted. Failure to complete the custom piston information form is usually the biggest difficulty they face. And why does this wearisome problem recur with such rapidity? It is hard to say, since it can lead to frustrating repercussions for the racer. However, it is known that the two chief problems pertain to block deck height and chamber volume.
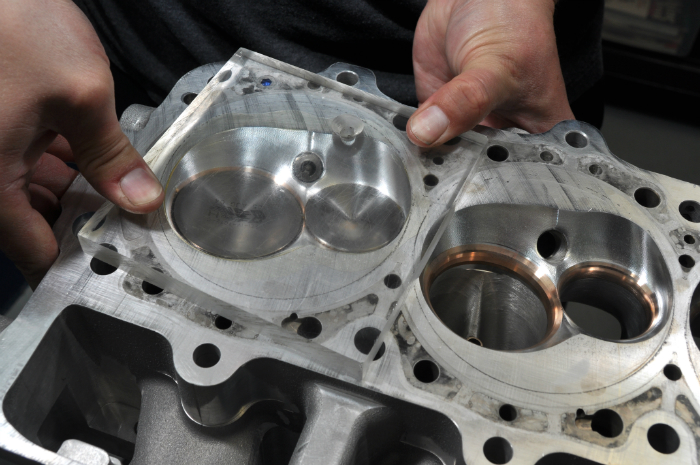
Chamber volume is measured by inverting the cylinder head on the workbench (complete with two valves and a spark plug installed), placing a piece of thick acrylic plastic (with a 1/4in or 3/8in diameter hole in it) over the combustion chamber, filling a 100-milliliter burette graduated in cc’s with a colored liquid and transferring the liquid to the combustion chamber. This measuring process is duplicated to establish the piston volume.
Block deck height is measured from the crankshaft centerline to the block deck, usually with some form of caliper. Knowing the exact block deck height is crucial because it is used to verify four vital measurements: half of the stroke dimension, rod length, compression height, and the piston-to-deck dimension.
The piston-to-deck dimension is the measurement from the flat of the piston to the deck surface—is it to be positioned at zero (flush with the block deck surface) or placed down the bore by a small amount? Most engine builders request the piston-to-deck dimension to be .005in or .010in down the bore. This small fudge factor gives them the ability to take a skim cut off the decks at a later date if needed.
The compression height of the piston, also known as compression distance, is measured from the centerline of the piston pin to the flat on the top of the piston. Once these dimensions are established accurately the piston will be positioned at the precise height in the cylinder and the compression ratio will be exactly as desired.
 Doing it right. Weighing under 400lb and running on pump fuel with 10:1 compression ratio and dished pistons, Ernie Elliott’s new 450 cu in alloy engine produces an impressive and reliable 790 horsepowerHowever, when some of these vital dimensions are omitted—perhaps the spaces are left blank or they contain the word Stock—grief usually follows.
Doing it right. Weighing under 400lb and running on pump fuel with 10:1 compression ratio and dished pistons, Ernie Elliott’s new 450 cu in alloy engine produces an impressive and reliable 790 horsepowerHowever, when some of these vital dimensions are omitted—perhaps the spaces are left blank or they contain the word Stock—grief usually follows.
Let’s assume the racer has a desired compression ratio of 11.9:1 and assumes the block deck height to be stock. Let’s further assume 10.720in represents stock. But at sometime in the past, and unknown to the present owner, the block had visited a machine shop where the decks were ‘cleaned up’ and the height is, in fact, 10.700in and not 10.720in. As a result, the .020in difference in compression distance will cause the piston to sit higher in the bore, resulting in a much higher and unwanted compression ratio of around 12.5:1.
Savvy piston makers with experience in different race engine categories will tell you that compression is a most intriguing topic—and that having more is not always to your advantage. “When better cylinder head and induction manifold designs prevail,” says Bob Fox, “less compression is needed because they accomplish better cylinder filling. Therefore, it compresses more air in a given area. But if the cylinder head and the induction system are less efficient, more compression is needed because there is less air in the cylinder.”
The question then becomes, how much air are we drawing into the cylinder? But in the meantime, here is how to provide Diamond and other piston makers the vital information often missing from the piston order form. 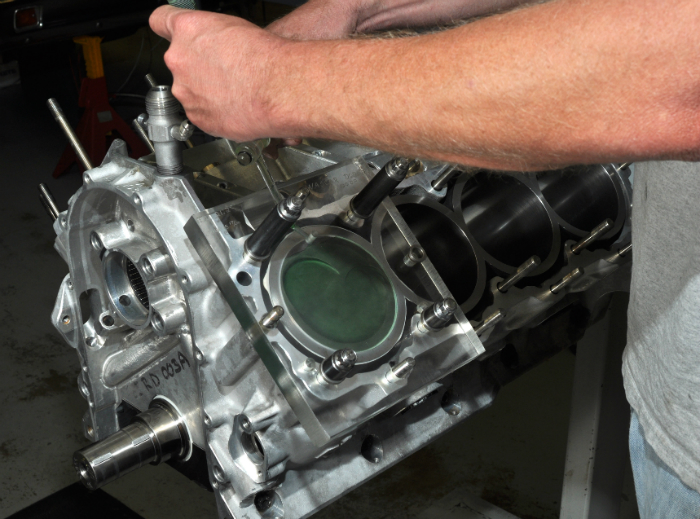 It’s time to crunch the numbers. The burette delivered 38cc of liquid. By subtracting 21.2cc (the volume of the recess on the underside of the plate) from 38 we arrive at a piston volume of 16.8cc (plus). Next we measure the volume of the combustion chamber
It’s time to crunch the numbers. The burette delivered 38cc of liquid. By subtracting 21.2cc (the volume of the recess on the underside of the plate) from 38 we arrive at a piston volume of 16.8cc (plus). Next we measure the volume of the combustion chamber The first step in preparing to measure combustion chamber volume is to seal it by applying a layer of grease to the mating surfaces of the inlet and exhaust valves.
The first step in preparing to measure combustion chamber volume is to seal it by applying a layer of grease to the mating surfaces of the inlet and exhaust valves.
 Next install the sparkplug
Next install the sparkplug
 Before placing the acrylic top plate over the combustion chamber a thin line of grease is applied. Take care not to apply too much or it will enter the chamber to the detriment of the measurement.
Before placing the acrylic top plate over the combustion chamber a thin line of grease is applied. Take care not to apply too much or it will enter the chamber to the detriment of the measurement.
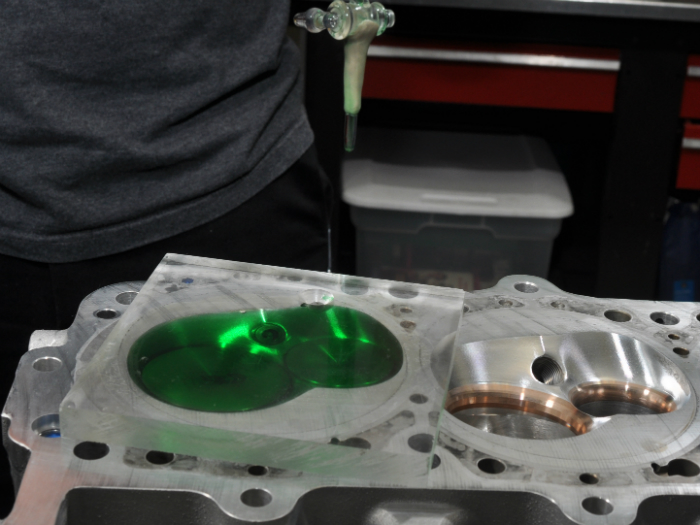
 Press the plate down onto the grease, and fill the burette with the liquid until it reaches the zero mark.
Press the plate down onto the grease, and fill the burette with the liquid until it reaches the zero mark.
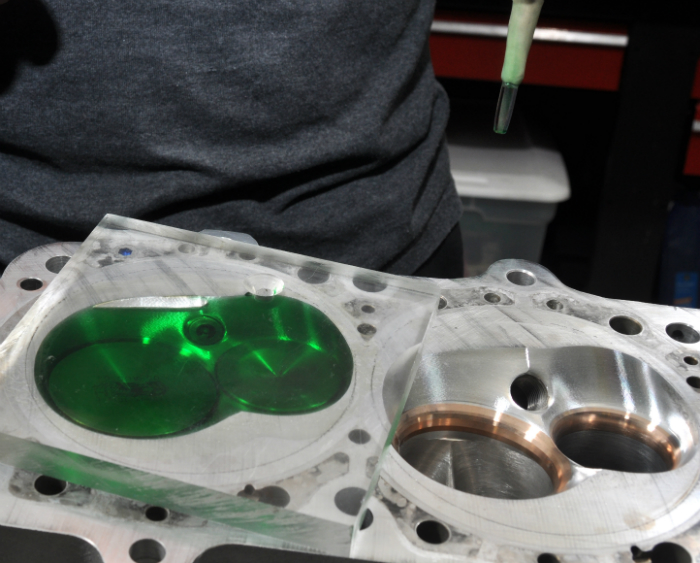 Dispense the colored liquid from the burette into the chamber. If an air bubble occurs, tilt the cylinder head to bleed the air through the fill hole.
Dispense the colored liquid from the burette into the chamber. If an air bubble occurs, tilt the cylinder head to bleed the air through the fill hole.
 This is the condition for which we’re aiming
This is the condition for which we’re aiming
 On reading the burette we learned our combustion chamber volume is 51.7cc. This value plus 1cc to account for the volume around the top ringland and the piston volume (in our case 16.8 plus) are the figures the piston supplier needs.
On reading the burette we learned our combustion chamber volume is 51.7cc. This value plus 1cc to account for the volume around the top ringland and the piston volume (in our case 16.8 plus) are the figures the piston supplier needs.
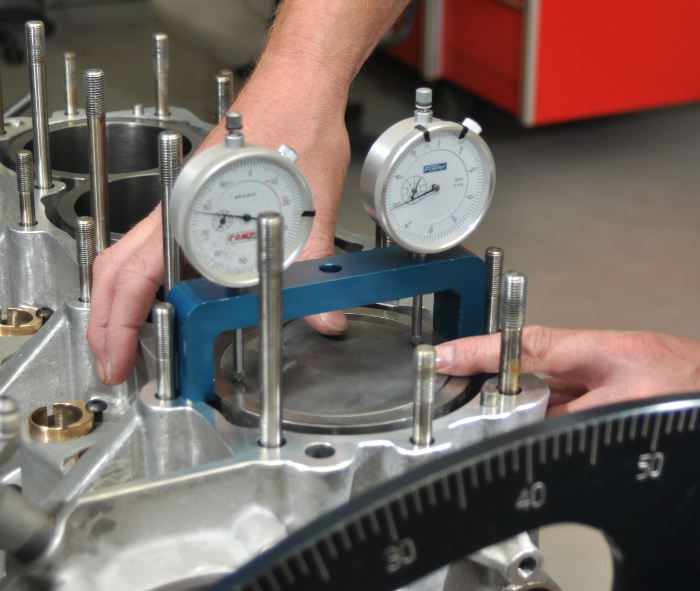
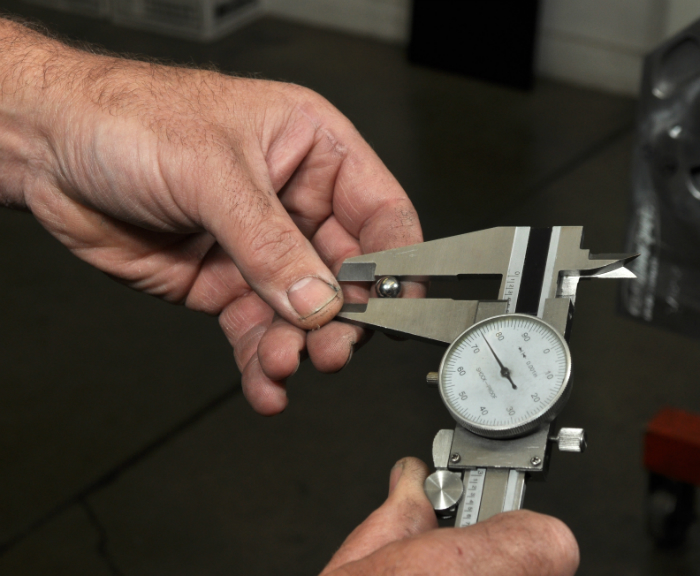 To comply with certain sanctioning body regulations, Ernie Elliott uses a complete top plate, which must be tightened to 30ft lb before measuring commences; apparently, the difference in volume between a tightened plate and an un-tightened can by vary 9/10th of a cc.” Then he deducts the diameter of the ball and adds half the crank mains journal diameter. On a Kaase Boss Nine engine the diameter of the mains journal is 3.193in; therefore, to establish his block deck height he takes his dial gauge measurement, subtracts the steel ball measurement, and adds1.5965in.
To comply with certain sanctioning body regulations, Ernie Elliott uses a complete top plate, which must be tightened to 30ft lb before measuring commences; apparently, the difference in volume between a tightened plate and an un-tightened can by vary 9/10th of a cc.” Then he deducts the diameter of the ball and adds half the crank mains journal diameter. On a Kaase Boss Nine engine the diameter of the mains journal is 3.193in; therefore, to establish his block deck height he takes his dial gauge measurement, subtracts the steel ball measurement, and adds1.5965in.
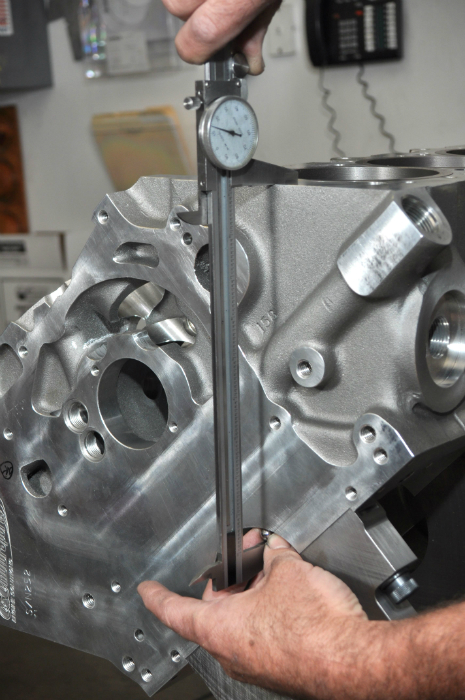 Block deck height is the measurement from the crankshaft centerline to the block deck. Usually this measurement is captured by some form of dial gauge caliper. Here Chuck Lawrence of Jon Kaase Racing Engines uses a steel ball as an aid to obtain an accurate reading.
Block deck height is the measurement from the crankshaft centerline to the block deck. Usually this measurement is captured by some form of dial gauge caliper. Here Chuck Lawrence of Jon Kaase Racing Engines uses a steel ball as an aid to obtain an accurate reading.
Sources
Diamond Pistons
23003 Diamond Drive,
Clinton Township, MI 48035
Toll Free (877) 552-2112
www.DiamondRacing.net
Jon Kaase Racing Engines, Inc.
735 West Winder Ind. Parkway,
Winder, GA 30680
(770) 307-0241
www.JonKaaseRacingEngines.com
Wilson Manifolds
4700 N.E. 11th Avenue,
Oakland Park,
Florida 33334
(954) 771-6216
www.WilsonManifolds.com
Ernie Elliott Inc
2367 Elliott Family Parkway 3,
Dawsonville,
GA 30534
(706) 265-1346